新闻中心
最新资讯
新闻中心
浇口直径在浇口密封过程中很重要?
- 时间:2022-12-19 15:36:39
- 来源:立恩实业
- 作者:TPE
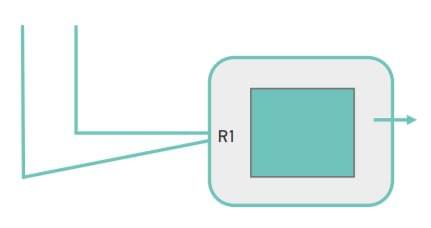
将材料保持在包装阶段,直到浇口完全冻结。否则,液体材料会通过浇口回到流道内。这就是为什么浇口直径如此重要,因为它必须完全冻结。浇口直径越大,保温时间越长。较低的浇口直径会导致过早冻结。
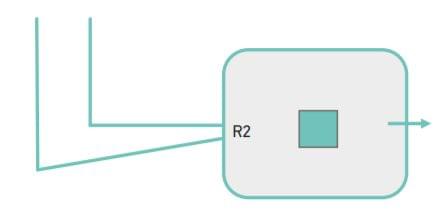
浇口直径低于正常值。这意味着即使浇口完全密封,材料仍然足够热。由于直径较小,浇口比正常情况更早冻结,当热材料冷却时,压力机必须推动一些材料。在这种情况下,紫菀注射,内部会有空隙,同时一些区域会塌陷。
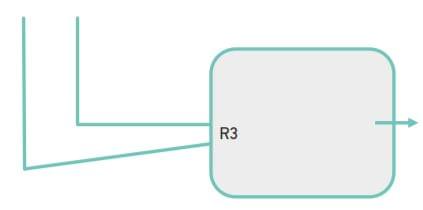
浇口直径仍然不够,因为有些区域必须冷却。逐渐增加直径。
这是最佳直径。不会有任何翘曲,因为紫苑门密封,没有热区域。
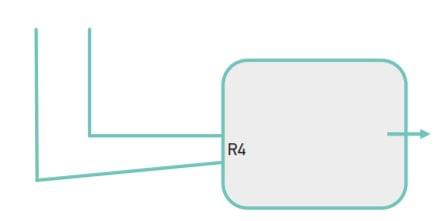
浇口直径越大,浇口密封时间越长,循环时间越长。
- 上一篇:TPE注塑成型建议事项
- 下一篇:为什么熔化速度低?

 客服QQ
客服QQ