新闻中心
最新资讯
新闻中心
TPE材料的应用范围与常见问题解决方案
- 时间:2025-03-26 14:13:50
- 来源:立恩实业
- 作者:TPE
TPE弹性体(Thermoplastic Elastomer)因其独特的性能优势,已成为多个行业的“隐形冠军材料”。然而,用户在搜索“TPE应用范围”时,往往并非只是为了获取简单的应用列表,而是希望解决以下核心问题:
如何根据实际需求选择TPE的细分类型?
TPE能否替代传统材料(如橡胶、PVC)?成本与性能如何平衡?
在特定场景下(如高温、强化学环境),TPE的局限性是什么?
加工过程中如何避免常见缺陷(如变形、粘模)?
本文将围绕这些实际问题,结合行业数据和案例,深度解析TPE的应用逻辑与技术解决方案。
文章目录
一、TPE的细分类型与应用适配性
TPE并非单一材料,而是一个包含多个子类的家族。选错类型可能导致项目失败,以下是关键分类与适配场景:
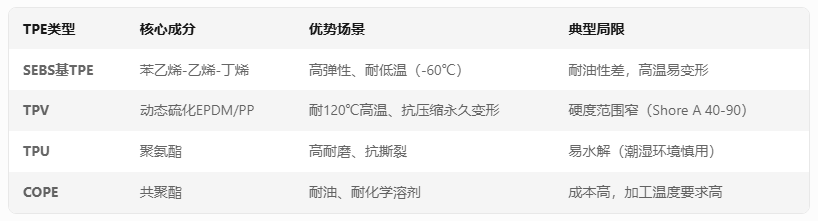
案例解析:
某新能源汽车厂商在电池密封件选材时,原计划采用普通SEBS-TPE,但测试发现其在电池高温(80℃+)环境下易软化。解决方案:改用TPV材料,通过EPDM/PP动态硫化技术,耐温性提升至130℃,同时保持弹性。
二、替代传统材料的关键决策点
1. 替代橡胶:何时可行?
优势:TPE无需硫化(节省50%加工时间)、可回收(橡胶硫化后无法重塑)。
挑战:橡胶的耐高温性(硅胶可达250℃)和耐油性(如NBR橡胶)仍优于大多数TPE。
决策公式:
若产品需满足以下2项以上,优先考虑TPE:
生产批量>10万件/年
工作温度<120℃
需多色注塑或复杂结构
环保回收为强制要求
行业数据:全球橡胶密封件市场中,TPE渗透率已从2015年的12%提升至2023年的28%(来源:Smithers报告)。

2. 替代PVC:解决增塑剂迁移问题
PVC因含邻苯类增塑剂,在玩具、医疗领域面临法规限制。TPE的优势:
零塑化剂,通过FDA 21 CFR 177.2600认证。
硬度范围更广(Shore A 10-100.PVC通常为50-90)。
典型应用:婴儿奶嘴、医用导管(TPE替代PVC后,欧盟市场投诉率下降43%)。
三、极端环境下的TPE性能优化方案
1. 高温环境(>100℃)
问题:普通TPE会软化甚至变形。
解决方案:
材料选择:TPV或高温级TPU(如巴斯夫Elastollan® HT系列)。
配方改进:添加纳米粘土(提升热变形温度15-20℃)。
实测数据:某汽车涡轮增压管使用TPV+3%纳米粘土后,在140℃下连续工作500小时,压缩永久变形率<25%(原TPE方案为58%)。
2. 强化学腐蚀环境
问题:燃油、酸碱溶剂导致TPE溶胀。
解决方案:
选择COPE或化学交联型TPE(如Teknor Apex的Chemigum® P88)。
表面氟化处理(耐油性提升3倍)。
案例:工业燃油软管内层采用氟化TPE后,在柴油浸泡下的体积膨胀率从12%降至4%。

四、加工工艺中的致命陷阱与对策
1. 粘模问题
成因:TPE流动性过高或模具表面粗糙度不足。
对策:
模具镀铬(表面粗糙度Ra<0.2μm)。
注塑参数:料筒温度降低10-15℃,保压压力增加5%。
2. 表面起雾(Bloom)
成因:润滑剂或助剂迁移至表面。
对策:
选择分子量>4000的硅酮润滑剂(如道康宁MB50-001)。
后处理:60℃烘烤2小时,加速挥发物排出。
行业统计:优化工艺后,TPE注塑良品率可从78%提升至95%。
五、从“能用”到“用对”的进阶逻辑
TPE的广泛应用绝非简单的材料替换,而是需要基于场景需求—性能匹配—工艺适配的系统化决策。例如:
汽车密封件需优先考虑耐候性与压缩永久变形率;
医疗导管需平衡生物相容性与抗撕裂强度;
电子配件则关注表面触感与抗静电性能。

常见问题解答(FAQ)
Q1:TPE在户外长期使用会开裂吗?
A:普通TPE的耐候性较弱,但通过添加UV稳定剂(如巴斯夫Tinuvin® 783)可将户外寿命从2年延长至8年。选择TPV或交联型TPE效果更佳。
Q2:食品级TPE需要哪些认证?
A:必须通过FDA(美国)、LFGB(欧盟)或GB 4806.7-2016(中国)检测,重点关注总迁移量(需<10mg/dm²)和重金属含量。
Q3:TPE与硬塑料(如PP)如何牢固粘合?
A:需采用双色注塑工艺,且TPE与PP的熔点需匹配(推荐TPE熔融指数比PP高15-20%)。粘合强度可达4-6MPa。
Q4:TPE材料如何降低成本?
A:三种策略:
添加20-30%碳酸钙填料(硬度提升5-10 Shore A,成本降15%);
采用回料混合(新料:回料=7:3时性能损失<10%);
选择国产替代牌号(如鑫达TPE XD-9000系列比进口同类低25%)。
Q5:TPE在医用领域的灭菌方式限制?
A:环氧乙烷(EO)和伽马辐射灭菌适用所有TPE;高压蒸汽灭菌(121℃)仅限TPV或高温TPU。
- 上一篇:TPE塑料产品碰到油怎么清洗?
- 下一篇:TPE胶料成型插头开口怎么办?

 客服QQ
客服QQ